

Galerija

Izbor ni bil naključen, saj so bila vsa tri podjetja večkrat med prejemniki znaka kakovosti v graditeljstvu (ZKG), ki certificira izpolnjevanje visokih mednarodno primerljivih zahtev glede kakovosti, poleg tega smo hoteli spoznati razliko med izdelavo PVC-, lesenih in ALU-oken. Da bi bili pozorni na ključne stvari, smo si proizvodnjo ogledali v družbi Neve Jejčič z Gradbenega inštituta ZRMK, ki izvaja primerjalno vrednotenje za pridobitev priznanja ZKG in poudarja, da sta proizvodni proces in kontrola kakovosti poglavitna pogoja za kakovosten izdelek.
ALU-oknom se bomo v prispevku manj posvečali, saj so za stanovanjske stavbe redkejša izbira, ob strani bomo pustili tudi vhodna vrata, ki jih izdelujejo vsa tri podjetja, prav tako Mikovo prezračevalno napravo Mikrovent in novost AJM na tem področju. Čeprav smo se v vseh treh podjetjih osredotočili na to, kako nastane kakovostno okno, so povsod sogovorniki poudarili pomen pravilne montaže po najsodobnejših smernicah – z besedami, da je tudi najbolj vrhunsko okno dobro samo toliko, kolikor je dobro vgrajeno. Zato imajo vsa tri lastno ali kooperantsko mrežo monterjev, ki se redno izpopolnjujejo, izdajajo jim navodila za montažo in so za to storitev pridobila tudi ZKG.
Razlika med izdelavo PVC- in lesenih oken
Razlika med proizvodnjo lesenih na eni strani in PVC- ali ALU-oken na drugi je, da ima prva bistveno več faz, saj se vse začne z lesnimi lepljenci, ki jih je treba nažagati na ustrezno dolžino, debelinsko poravnati, v celoti profilirati, šele potem gredo okenski elementi v lepljenje in površinsko obdelavo, medtem ko proizvajalci PVC- in ALU-oken profile zanje kupijo pri specializiranih proizvajalcih. PVC-profili so, v prerezu gledano, sestavljeni iz velikega števila komor, imajo utore za zasteklitev, večinoma pa so vanje že vstavljena tesnila. Medtem ko so za toplotnoizolativne lastnosti pri njih pomembni razporeditev zračnih komor in morebitnih penastih poliuretanskih polnil, sta pri profilih lesenih oken ključni njihova debelina in vrsta lesa. Pri obojih oknih je za toplotno prehodnost celote pomemben še tip zasteklitve (dvo- ali trislojna stekla s plinskim polnjenjem medstekelnega prostora, nanosi na površinah stekel, vrsta in razporeditev stekel v celotni sestavi ter različen material distančnika med stekli).
Ko smo ravno pri zasteklitvi: zame, ki sem si izdelavo oken ogledala prvič, je bilo presenečenje, da pride vstavljanje stekel na vrsto šele potem, ko je okensko krilo montirano na okvir. A o tem več v nadaljevanju.
Kakovost
»Za kakovostno stavbo pohištvo in z njim povezane storitve je pomembno, da je proizvodni proces avtomatiziran, uveden sistem stalne notranje kontrole kakovosti, lasten razvoj, pa tudi to, da imajo kupci možnost svetovanja pred nakupom in pozneje, da tudi po preteku garancije še vedno dobijo rezervne dele in da lahko naročijo letno servisiranje,« poudarja Neva Jejčič z Gradbenega inštituta ZRMK.
Jelovica, Gorenja vas
V tovarni Jelovica v Gorenji vasi, ki gradi na 113-letni tradiciji izdelave stavbnega pohištva, smo ogled začeli v skladišču lesnih lepljencev, večmetrskih lesenih elementov, v katere so med seboj zlepljeni trije ali štirje sloji lesa tako, da njihova vlakna tečejo vzporedno. Ključni lastnosti sta vlažnost lesa, ki mora biti 12-odstotna (z največ dvoodstotnim odstopanjem), in trdnost lepljenih spojev, ki jo v Jelovici preverjajo tako, da koščke lepljenega lesa testirajo v laboratoriju. Prednost lepljenega lesa je, da se skoraj ne krivi. Približno tri četrtine oken izdelajo iz slovenske smrekovine, preostanek pa iz sibirskega macesna in hrastovine. Laik bi pomislil, da je smrekovina morda za okna premehka, vendar je zaradi majhne gostote od vseh lesnih vrst najprimernejša, ker ima najboljše toplotnoizolativne lastnosti.
Skladiščnik po dokumentaciji, ki jo dobi iz priprave dela, izbere lepljence in jih odpremi v proizvodno delavnico, kjer jih strojna linija za profiliranje najprej z vseh štirih strani poskoblja, odreže na programirano dolžino, potem pa jih na koncih oblikuje oz. izdela zarezno-čepno kotno vez, ki velja za najtrdnejši način pravokotnega spajanja lesa. Linija potem odpremi bodoče stranice okenskih kril ali okvirjev v vzdolžno profiliranje. Ker so računalniško vodene faze obdelave skoraj povsem avtomatizirane, »rezkanja« zaradi varnosti seveda nismo mogli opazovati čisto od blizu. »Še bolj avtomatizirani in digitalizirani bodo postopki čez dobro leto, ko bomo izpeljali investicijo v novo tehnologijo,« pove direktor podjetja Matevž Kodela. »Izbiramo namreč proizvodno linijo, ki nam bo omogočila kar najboljšo prilagodljivost pri menjavi okenskih programov in razvoju novih okenskih konstrukcij.«
Preizkušanje zrakotesnosti, vodotesnosti in mehanskih obremenitev
Podjetje ima namreč svoj razvojni oddelek, enako pomembno pa je tudi, opozori Neva Jejčič, da ima lastno napravo za testiranje končnih izdelkov, v kateri preverjajo bistvene lastnosti oken, zrakotesnost, vodotesnost in mehanske obremenitve. »V njej ne nadziramo samo tega, ali se lastnosti oken pozneje ujemajo z lastnostmi izdelka, ki smo ga za pridobitev izjave o lastnostih poslali na testiranje v pooblaščeni laboratorij, pač pa lahko preizkušamo tudi okenske konstrukcije v fazi razvoja,« pojasni Kodela.
Ko so elementi okenskih kril in okvirjev profilirani, pride na vrsto kontrola notranjih delov profila. Sledijo nanašanje lepila na kotne vezi, sestavljanje štirih profilov na preši v okensko krilo ali okvir, po lepljenju pa morebitno čiščenje ostankov lepila.
Ko se lepilo utrdi, je okno nared za površinsko zaščito. Najprej s potapljanjem vseh elementov v impregnacijo, po dnevu sušenja pa za nanos dveh slojev laka ali lazure z brizganjem. Pri oljenih oknih te postopke nadomesti nanos olja. Uporabljajo samo impregnacijo, lake in lazure na vodni osnovi.
V malem kemijskem laboratoriju, kjer mešajo barve, se poučimo o vlogi površinske zaščite oken. Lastnost impregnacije je, da prodre do dva milimetra v les in ga zaščiti proti glivam modrivkam, sloja laka ali lazure pa ga varujeta pred vremenskimi vplivi. Les ščitijo pred UV-žarki pigmenti in UV-absorberji v premazih. Premalo pigmentirani ne zadostujejo za zunanjo stran okna. Priporočljivi so srednje pigmentirani, kajti pretemno barvana zunanja stran oken se na soncu lahko segreje tudi do 80 ° C, to pa povzroči spremembe na površini. Notranja in zunanja stran okna morata biti po debelini nanosov zaradi paroprepustnosti enako površinsko zaščiteni, po barvi pa se lahko razlikujeta. Zunanji del spodnjega prečnika krila in okvirja dodatno zaščitijo z aluminijastimi odkapnimi profili.
Največ 78-milimetrskih oken
Ko je okno površinsko zaščiteno, pride na vrsto vstavljanje tesnil v utore na krilu (standardni sta dve), nato pa montaža okovja na krila in okenske okvirje. Z vidika kontrole ustreznosti je ključna naslednja stopnja, montaža krila na okvir, pri kateri so delavci pozorni, ali se kažejo kakšna odstopanja pri odpiranju in delovanju kovinskih mehanizmov. Že pred tem delavci opravijo kontrolo v vsaki delovni fazi.
Montaža krila na okvir pomeni pripravo na zasteklitev, pri kateri je pomembno, da je steklo ustrezno založeno s podložnimi ploščicami, da se okno pozneje ne povesi. Na notranji strani krila steklo fiksirajo z zasteklitvenimi letvicami, z obeh strani pa ga silikonizirajo z brezbarvnim kitom. Če gre za okno, ki je z zunanje strani zaščiteno z aluminijastimi maskami, te na profile pritrdijo s plastičnimi prijemniki tako, da med lesom in kovino kroži zrak.
V Jelovici izdelajo največ okenskih profilov debeline 78 mm, 68-milimetrskih je manj, okna z najboljšimi toplotnimi karakteristikami, ki dosegajo pasivne standarde, pa so debela 92 in 110 milimetrov. Razvoj gre v smer širših in nižjih okenskih profilov, ki povečujejo stekleno površino. »To sta najsodobnejši okenski liniji Jelopasiv Premium in okenski vgradni sistem Jelofuture (naložbo sta sofinancirali Evropska unija – Evropski sklad za regionalni razvoj in Republika Slovenija – ministrstvo za gospodarski razvoj in tehnologijo). Pri teh linijah govorimo o moderno oblikovanih konstrukcijah oken les-aluminij, ki se na evropskih trgih vse bolj uveljavljajo,« pove direktor podjetja Matevž Kodela.
AJM, Pesnica pri Mariboru
V podjetju AJM so pred 28 leti začeli izdelovati PVC-okna, ki še vedno predstavljajo 70 odstotkov proizvodnje, preostanek pa si delijo ALU- in lesena okna. Po besedah direktorja Triva Krempla v vseh treh segmentih dosegajo pasivne standarde.
Ogled začnemo pri lesenih oknih, ki nastajajo iz štirislojnih lepljencev: slovenske smrekovine in sibirskega macesna, pogoste izbire naročnikov, ki si želijo oljena okna. Tudi v AJM gredo izboljšave v smeri širšega profila, najprej so razvili 90-milimetrsko leseno okno pasivnega standarda, naredijo pa največ 78-milimetrskih.
Njihova tehnologija je nekoliko drugačna: za pravokotno vez uporabljajo tehniko mozničenja, površinska zaščita lesa je štirislojna, steklo pa je v okensko krilo vpeto z lepljenjem.
Zaporedje postopkov je primerljivo s tistim, ki smo ga opisali pri Jelovici, drugačna pa je proizvodna linija za obdelavo lesa. Lepljence najprej sprejme posebna skobeljna naprava, ki površino zgladi tako, da odvzame desetinko milimetra lesne plasti – odpadek so dolge kače, tanjše kot papir, v enem samem kosu. Zatem opravi najpomembnejše faze obdelave robotiziran stroj, ki izreže vzdolžne profile, izvrta luknje za moznike in okovje, pri čemer si sam »vzame« orodje za vsako naslednjo fazo. Nad strojem je merilna laserska naprava, ki prenaša podatke iz priprave dela in preverja dimenzijsko ustreznost obdelave. Prvič gre v impregnacijo že profil, kar se dogaja v zaprti komori. Suhe profile pripravijo za sestavljanje v četverokotnik v preši, tako da v izvrtine vstavijo moznike iz trdnega akacijevega lesa in vezi dodatno utrdijo z lepljenjem. Pri večjih dimenzijah oken na pravokotne spoje privijačijo dodatne kovinske ojačitve.
Sestavljena krila in okvirji gredo potem še enkrat v impregnacijo s potapljanjem, sledita dva sloja laka ali lazure. Ko so vpeljana tesnila in privijačeno okovje, montirajo krila na okenske okvirje.
Kot rečeno, steklo v okvir fiksirajo z lepljenjem, ki se je najprej uveljavilo pri PVC-oknih. Ker imajo zasteklitvene letvice z notranje strani tako le dekorativno vlogo, so že vnaprej sestavljene v četverokotnike. Spoj med steklom in okvirjem na zunanji strani zapolnijo s silikonskim kitom.
Za ojačitev lamele iz steklenih vlaken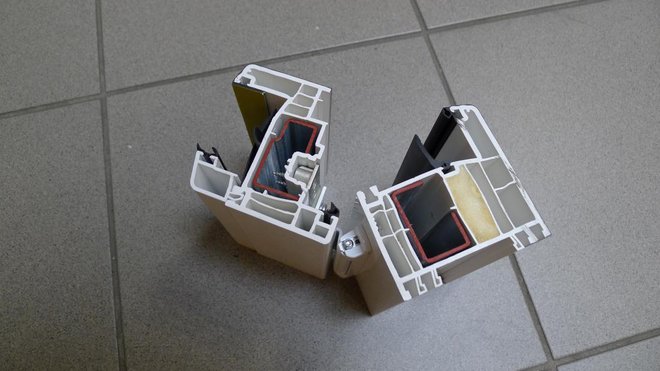
Razvoj PVC-oken je pri proizvajalcih tesno povezan z izdelovalci profilov, saj so od njih odvisne konstrukcijske značilnosti oken. V podjetju AJM uporabljajo profile nemškega Aluplasta. »Je eden najinovativnejših proizvajalcev v svetovnem merilu, ki je razvil tristopenjsko tesnjenje med krilom in okvirjem, in je eden prvih, ki so jeklene profile za ojačitev notranjosti plastičnih profilov nadomestili z lamelami iz kompozitnih materialov oz. steklenih vlaken. Material je enako trden kot jeklo, ki je sicer slabilo energijsko učinkovitost okna. S kompozitnimi ojačitvami se je ta povečala za 30 odstotkov,« pove Krempl. Od letos v AJM uporabljajo le še takšne PVC-profile, stekla pa vanje lepijo z vbrizganjem lepila po celem obodu z izjemo vogalov. »Tako pritrjeno steklo nosi okvir krila, ima konstrukcijsko vlogo, potrebnih je manj nastavitev okna, boljša je tudi protivlomna varnost,« doda vodja razvoja v AJM Darko Murkovič. Omeni še vlogo t. i. toplega distančnika med stekli in vbrizgavanje izolacijske ekspandirne pene v profile oken, ko so ta že sestavljena. Oboje še izboljšuje toplotne karakteristike.
Proizvodna tehnologija v oddelku PVC-oken v Pesnici je zelo avtomatizirana. Na vse delovne postaje dobijo delavci po računalniku podatke o vsakem kosu okna posebej, zanj predvidenem delovnem postopku, ko posamezni profili dobijo še črtno kodo, pa je ujemanje mogoče preveriti še s čitalnikom črtnih kod. »Tako napake skoraj niso mogoče, saj delavec le streže stroju, ki ima in lahko preverja vse tehnične podatke, za katere je poskrbela računalniška priprava dela. Pozornost delavcev pa ohranjamo tako, da jih po določenem času premestimo na drugo delovno postajo,« pravi Krempl.
Faze dela si sledijo od priprave profilov v skladišču, razreza, vrtanja vseh potrebnih izvrtin do varjenja profilov v štirikotno obliko, kjer se preverja točnost vseh dimenzij. Podobno kot pri lesu sledijo vrtanje lukenj za vogalne tečaje, montiranje okovja in montaža krila v okvir. Vstavljanje in lepljenje stekel v krilo je sicer robotizirano, vendar opravi najobčutljivejšo nalogo – vlaganje zasteklitvenih ploščic med okvir in steklo, glede na dimenzije in obliko okna – še vedno človek!
Človeški dejavnik je ključen tudi pri montaži. Neva Jejčič tako poudari »pionirsko« vlogo podjetja AJM, ki je kot prvi izdelovalec oken v Sloveniji izdal pisna navodila za montažo, se v letih 2004 in 2005 specializiral za montažo oken po RAL-smernicah (v mednarodnem merilu predstavljajo zadnje stanje tehnike) in za montažo od leta 2002 že petkrat prejel ZKG.
MIK, Vojnik
V podjetju MIK nam je izdelavo PVC-, ALU-oken in prezračevalnega sistema Mikrovent, za nadgradnjo katerega je podjetje marca letos prejelo ZKG, predstavil vodja proizvodnje Dani Ulaga, medtem ko si izdelave lesenih oken, ki jo podjetje izvaja skupaj z zunanjimi partnerji, nismo imeli priložnosti ogledati.
Na vprašanje, kaj opredeljuje kakovostno okno, je sogovornik najprej izpostavil – temelj. Pred naročilom (vsa okna se delajo po meri za znanega kupca) je namreč nujna natančna izmera okenske odprtine in definiranje detajlov, da so izbrani dodatki (police, žaluzije, rolete, prezračevalni sistem nad oknom itd.) združljivi. V primerjavi z novogradnjami, kjer se prav tako izmerijo vse odprtine na objektu, so zahtevnejše meritve pri zamenjavi starih oken. Osnova za merilce so tehnični detajli, debela publikacija, v kateri so detajli izvedeni v skladu s pravili gradbene stroke in evropskimi standardi. Šele potem so odločilni kakovost materiala, način izdelave in vgradnja na objektu. Pogoj za ohranjanje osnovnih lastnosti stavbnega pohištva pa je redno vzdrževanje. Največja napaka, ki jo lahko kot lastnik naredimo, je, da ga prepustimo naključju brez kakršnegakoli vzdrževanja, poudari Ulaga. V podjetju zagotavljajo strokoven servis in redne vzdrževalne preglede, ki jih opravijo njihovi pooblaščeni serviserji.
V Miku izdelujejo plastična okna iz PVC-profilov nemškega priozvajalca Gelana. Tudi obstojnost PVC-oken na zunanje vplive je mogoče povečati z maskami iz ALU-profilov, druga možnost pa je zelo odporna barvna akrilna masa, ki je v posebnem postopku dodana osnovnemu PVC-materialu profila. V nasprotju s tem lahko t. i. foliranje profilov (ponavadi s folijami v videzu lesa ali široki barvni paleti) izvajajo v lastni proizvodnji.
Celoten postopek od priprave dela, za katero skrbijo tehnologi in projektanti na podlagi podatkov merilca, naročila za proizvodni proces, priprave tehničnih podatkov do nazadnje proizvodnje poteka po elektronski poti. To zagotavlja računalniško sledljivost sestavnih delov in faze izvedbe v vsakem trenutku, po njih se ravnajo delavci na vsaki delovni postaji. Podatki so jim dostopni na računalniških zaslonih, integriranih v stroje, kontrola pa je podprta še s črtno kodo, s katero vsak profil okna opremijo na razrezu.
Morda se zdi presenetljivo, da je za brezhibno izdelavo okna pomembna že temperatura v skladišču PVC-profilov. Ti morajo »počivati« vsaj 24 ur na 18 ° C, da so primerni za izdelavo okna. Če bi bili prehladni, bi utegnili vari, s katerimi pod kotom 45° sestavljajo profile v okenski četverokotnik, počiti. »Poleg tega sproti preverjamo kakovost varov, tako da jih v testirni napravi izpostavimo obremenitvi,« pove sogovornik.
Okna morajo biti zastekljena »iz diagonale«
A vrnimo se na začetek: razrezu profilov pod kotom 45° na ustrezne dolžine sledi nameščanje jeklenih profilov. Ti se za ojačitev vstavijo v vse okenske okvirje, v krila pa le, če so večjih dimenzij. Sicer pa je okvirju krila zaradi lepljenja stekel zagotovljena zadostna statična stabilnost brez jeklenih ojačitev, kar izboljša toplotne lastnosti okna. Kovinski profil je vedno 5 cm krajši od plastičnega, da je mogoče varjenje. Zatem pride strojna obdelava, v kateri dobijo profili večino izvrtin, nato delavec po štiri stranice vstavi v prešo za varjenje, ki pod kotom odrezane dele profilov minuto in pol segreva na 250 ° C in jih pod pritiskom zavari. Pri tem se profili na vsaki strani skrajšajo za tri milimetre. Ostanek plastike nad varom porežejo čistilci, ki zvarjeno mesto še barvno korigirajo.
Zdaj pride na vrsto prva vodena kontrola kakovosti, četudi že prej v vsaki fazi delavci opravijo samokontrolo in povrtano kontrolo izdelave. »Po vsaki menjavi profila ali vsako uro pa se opravi še statistična kontrola kakovosti, ki vključuje vizualni pregled, meritve in pregled ustreznosti izvrtin,« našteva Ulaga.
Zavarjena krila in okvirje okujejo z vsemi kovinskimi elementi, kot so vogalniki, gonilniki, škarje za nagibno odpiranje, pritrdijo morebitne elektromotorčke, na naslednji delovni postaji krila obesijo na okvirje in preizkusijo zapiranje. Končni kontrolor je steklar, ki v krilo namesti steklo. Pred dokončno pritrditvijo stekel pa s pravilno namestitvijo podložnih ploščic zagotovijo, da se bo okno vedno dobro odpiralo. Pomen opravila, na katero so nas opozorili pri vseh treh izdelovalcih, Dani Ulaga pojasni tako: »Vsako okno mora biti zastekljeno nekoliko iz diagonale, steklo mora biti malo privzdignjeno – iz smeri spodnjega tečaja, ker se sčasoma zaradi teže malo povesi.« Pri velikih in sestavljenih okenskih konstrukcijah zasteklitev zaradi velike teže opravijo šele ob montaži na objektu.